
Forschungsprojekt
Universal-Präzisions-Einmesskugel für die Koordinatenmesstechnik - Projektergebnisse
Einmesskugeln sind bei Koordinatenmessgeräten (KMG) wichtig für die Genauigkeit. Neueste KMG verwenden unterschiedlichste Sensoren von Lasern bis zu Computertomografie. Damit entstehen neue Anforderungen. In diesem Projekt wird eine neue Generation von universellen Einmesskugeln und Herstellprozessen zu deren Fertigung entwickelt.
Durch die Verwendung nur eines Kugeltyps für alle Sensoren kann die Wirtschaftlichkeit wesentlich erhöht und die Rückführbarkeit vereinfacht werden. Projektergebnisse Universal-Präzisions-Einmesskugel für die Koordinatenmesstechnik Einmesskugeln haben einen entscheidenden Einfluss auf die Genauigkeit von Messergebnissen, die mit Koordinatenmessgeräten (KMG) ermittelt werden. KMG wurden früher nur mit berührend arbeitenden Messkopsystemen betrieben. Heute spricht man von Multisensor KMG, welche unterschiedlichste Messkopfsysteme wie optische, berührende und Computertomografie Sensoren nutzen. Die unterschiedlichen Messkopfsysteme müssen eingemessen, sowie die Leistungsfähigkeit von Multisensor KMG beurteilt werden können. Damit die Position und Orientierung der verschiedenen Messkopfsysteme zueinander sehr genau bestimmt werden kann, ist es wichtig eine Einmesskugel zur Verfügung zu haben, die mit allen Messkopfsystemen messbar ist. Die verschiedenen Messkopfsysteme haben unterschiedliche Eigenschaften, daraus entstehen neue, teilweise widersprüchliche Anforderungen an Einmesskugeln. Beispielsweise erfordern berührende Messkopfsysteme glatte Oberflächen und eine gewisse Härte, für optische Messkopfsysteme hingegen sind raue Oberflächen notwendig und die Härte ist von untergeordneter Bedeutung. Die Anforderungen an die Genauigkeit von universellen Einmess- und Prüfnormalen richten sich dabei nach den Messkopfsystemen mit den höchsten Anforderungen.Innerhalb des Projekts wurden die notwendigen Eigenschaften von universellen Einmesskugeln systematisch erarbeitet und mehrere Typen von Einmesskugeln mit unterschiedlichen Materialien, Oberflächenstrukturen und Beschichtungen produziert. Mit umfangreichen Versuchsreihen auf Multisensor KMG konnte gezeigt werden, dass mit einer einzigen Prüfkugel Annahme-, Bestätigungs- und Zwischenprüfungen sowie Einmessvorgänge an den weit verbreitetsten Messkopfsystemen durchgeführt werden können.
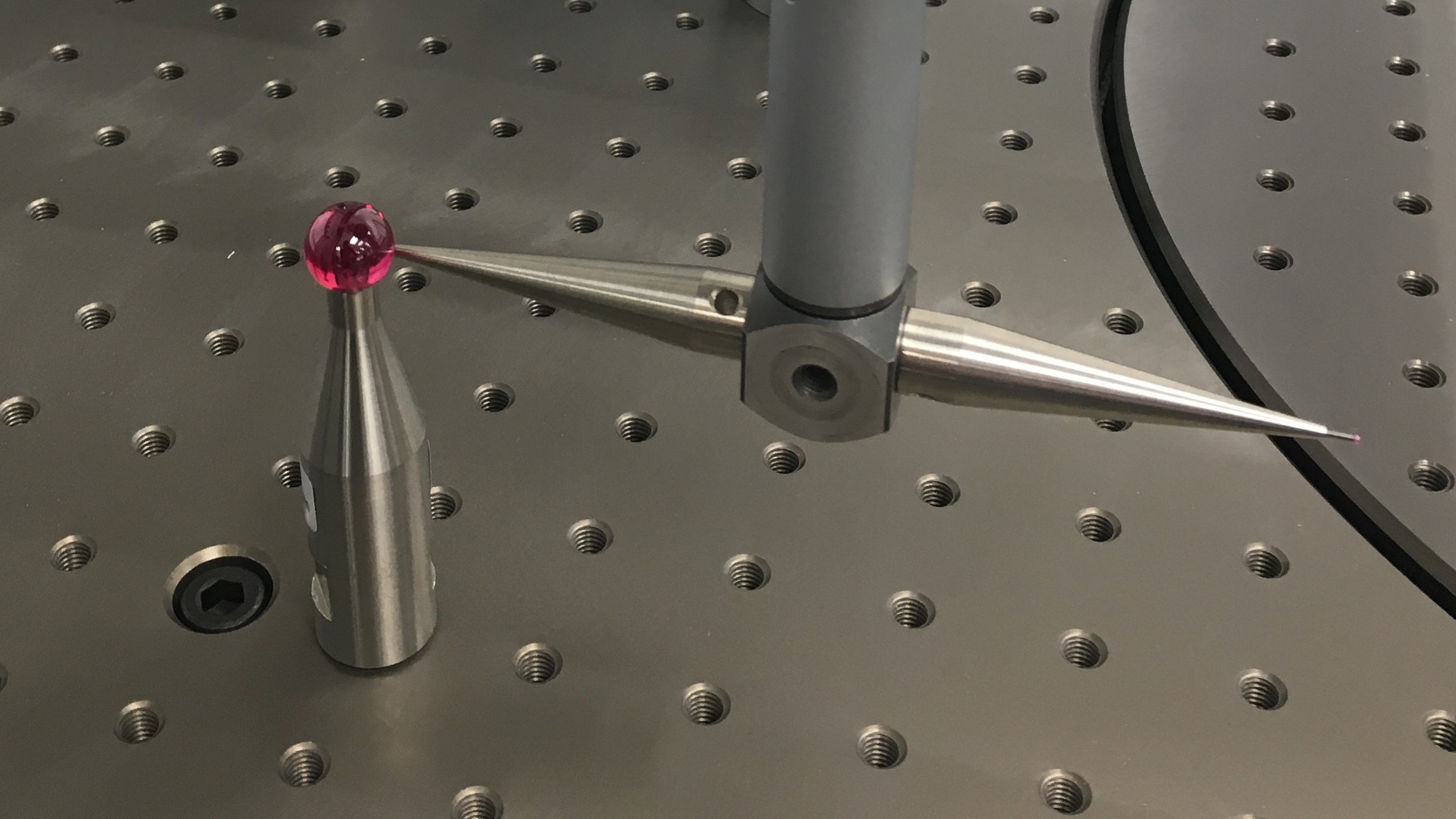
Die Versuchsreihen wurden mit berührenden Messkopfsystemen, Lasersensoren, Sensoren welche mit chromatischem Fokusverfahren arbeiten sowie mit bildverarbeitenden Sensoren durchgeführt. Zur Verifikation der über Berechnungen abgeschätzten Durchstrahlbarkeit mittels Röntgenstrahlung, wurden zusätzlich Prinzipversuche mit Computertomografie durchgeführt. Der Vergleich von Einmesskugeln die innerhalb des Projekts hergestellt wurden mit herkömmlichen Prüfnormalen zeigte, dass die entwickelte Einmesskugel mit der gewählten Kombination von Grundmaterial und Oberflächenbearbeitungsverfahren signifikante Vorteile aufweist und als Alternative zu herkömmlichen Einmessnormalen verwendet werden kann. Hauptvorteil ist die sehr kleine Rundheitsabweichung von RONt = 0.1 µm trotz rauer Oberfläche im Vergleich zu RONt = 0.4 µm bei herkömmlichen, vergleichbaren Normalen. Ferner ist die entwickelte Einmesskugel mit typischen Messkopfsystemen besser messbar, obwohl die Rauheit wesentlich kleiner ist (Rz = 0.5 µm) im Vergleich zu der Rauheit von herkömmlichen Normalen (Rz = 2.0 µm). Die kleinere Rauheit reduziert Unterschiede bei berührenden Messungen mit unterschiedlichen Tastelement-Durchmessern und verbessert die Vergleichbarkeit von Messergebnissen, ermittelt mit optischen Messkopfsystemen, mit denen von berührenden Messkopfsystemen.
Mit den neu entwickelten Einmesskugeln wird die Messunsicherheit bei Messungen auf Multisensor KMG stark verringert. Die Position und Orientierung der verschiedenen Messkopfsysteme zueinander kann schneller, einfacher und genauer bestimmt werden. Dies hat grossen, positiven Einfluss auf die Wirtschaftlichkeit von Prüf- und Fertigungsprozessen. Es werden weniger Einmessnormale benötigt, die Inbetriebnahme und Abnahme wird vereinfacht und der Kalibrier- und Rekalibrieraufwand wird reduziert. Die neue Einmesskugel kann sowohl für bereits im Markt verfügbaren Multisensor KMG als auch für neue Multisensor KMG verwendet werden. So kann die noch im Entwurfsstadium befindliche Norm E DIN EN ISO 10360-9: 2010-06 erstmals praxisgerecht und effizient bei einer Vielzahl von KMG Herstellern, Sensorherstellern, Messdienstleistern, Kalibrierstellen und Anwendern umgesetzt werden.
Laufzeit: 29.08.2016
Projektteam:
Prof. Dr. Michael Marxer
IMP Institut für Mikrotechnik und PhotonikProfessor für Fertigungsmesstechnik, Leiter Kompetenzzentrum Produktionsmesstechnik
+41 58 257 33 39michael.marxer@ost.ch
